Staying dry in wet weather is a very real need. Quality rain gear not only keeps you more comfortable, in cold temperatures it can prevent life-threatening hypothermia. Rain gear that strikes a balance between water resistance vs. breathability, and packability vs. durability solves problems for the outdoorsman. This article examines some modern technologies available to keep us dry, and how they work.

Historical Solutions
Up until the late 20th-century, the evolution of rain gear was based on treating cotton fabric with oils, waxes, or rubber. Coated nylon rain gear entered the market in the 1960s. Much of this rain gear was lightweight and waterproof, though not durable or breathable. Active use would often leave the wearer of this inexpensive rain gear soaked from sweat, defeating the purpose of wearing rain gear in the first place.
Technologies introduced in the 1970s revolutionized rain gear. Fabrics were constructed with vapor-permeable membranes effectively blocking all water entry while allowing warm, moist vapors to escape. For the first time, waterproof protection and breathability existed in the same garment, and the outdoor clothing industry was transformed.

VAPOR-PERMEABLE MEMBRANES
W.L. Gore & Associates patented the first fabric using a membrane made from ePTFE, or expanded polytetrafluoroethylene. This fluoroplastic is widely used under the brand name Teflon®. The patent for ePTFE fabric membranes expired in 1997 and similar technologies are now widely used for waterproof materials. Comparable performance is obtained using membranes made from polyurethane, silicone elastomers, and matted nanofibers. The basic premise for all waterproof membranes is the same: prevent water entry from the outside, while allowing vapors (sweat) to escape from the interior. Let’s look at some different construction techniques of waterproof/breathable fabrics.
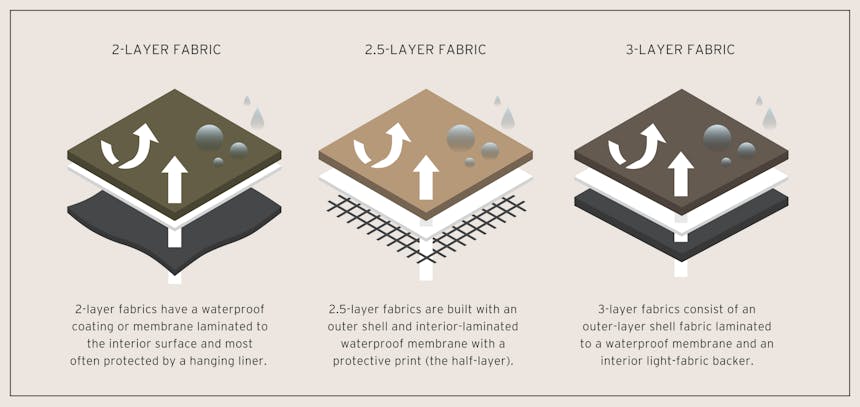
Three-layer laminated fabrics consist of a shell fabric with a waterproof membrane bonded to the inside surface. To protect the membrane, thin, brushed fabric is then laminated on the inside, sandwiching the membrane between the two layers. An example of this technology is Filson’s 3-Layer Field Jacket, which uses an extremely tough outer shell to withstand punctures and abrasion from the thorny cover often encountered while hunting upland birds.
Another way to protect the waterproof membrane is with a liner that is not bonded to the inside of the fabric. The Filson Skagit Waterfowl Jacket is built this way, with a fleece liner that protects the membrane and adds significant insulation. This is considered a two-layer fabric with a hanging liner.
2.5-layer fabrics have waterproof membranes bonded inside the shell material, which are protected from interior abrasion with a printed mesh grid pattern. This construction method is used to create very lightweight, packable rainwear, such as the Filson Swiftwater Rain Jacket.
How They’re Tested
For standardized comparison, waterproof fabrics undergo a hydrostatic-head test which measures the water pressure at which the fabric begins to leak. Imagine standing a cylinder atop a piece of fabric and filling it until the water’s weight creates enough pressure to force it through the fabric. Rather than using such a tall tube, however, the lab will pressurize the water to simulate a given water-column height. As an example, a hydrostatic-head rating of 10K means the fabric can withstand the pressure of a water column 10,000mm high before leaking. In practical use, 10K is the threshold at which fabric can be considered waterproof, able to withstand driving rain for extended periods. All Filson waterproof jackets exceed this standard.
The other side of the equation is breathability. It does little good to keep water out if you’re getting sweat-soaked from the inside. There are several different tests used to measure breathability–the basic idea is to measure the amount of water vapor that can pass through the fabric during a given time span, typically 24 hours.
When measuring breathability, there are infinite variables that make it difficult to obtain test results that correspond to real-world performance. As an example, for warm, sweaty vapors to escape from inside the jacket, membranes require a difference in heat and humidity levels from inside to outside. A jacket will breathe much better when skiing on a low-humidity, cold and clear day than it will in high humidity, such as when hiking in the clouds and getting rained on. With so many variables that cannot be replicated in a static laboratory environment, test numbers should only be a starting point in comparing breathability between jackets. Don’t get caught up in chasing specs that only tell part of the story.
1 of 3
2 of 3
3 of 3
The other side of the equation is breathability. It does little good to keep water out if you’re getting sweat-soaked from the inside. There are several different tests used to measure breathability—the basic idea is to measure the amount of water vapor that can pass through the fabric during a given time span, typically 24 hours.
When measuring breathability, there are infinite variables that make it difficult to obtain test results that correspond to real-world performance. As an example, for warm, sweaty vapors to escape from inside the jacket, membranes require a difference in heat and humidity levels from inside to outside. So, a jacket will breathe much better when skiing on a low-humidity, cold, and clear day than it will in high humidity, such as when hiking in the clouds and getting rained on. Another variable is the nature of the fabric—Polartec® Neoshell® allows a minute amount of wind to pass through and mix with the warm air next to your body. This enhances breathability, but since the air in the testing lab is still, lab tests don’t reflect the NeoShell fabric’s actual breathability performance.
With so many variables that cannot be replicated in a static laboratory environment, test numbers should be viewed as a starting point only in comparing breathability between jackets. Don’t get caught up in chasing specs that tell only a part of the story.


Image A: high humidity – lower breathability | Image B: low humidity – higher breathability
Finding a Balance
For highly aerobic wet-weather use, the ability to evacuate vapors is every bit as important as hydrostatic head test numbers. Generally, the higher the hydrostatic head rating, the more difficult it will be for real-world moist vapors to escape, and the rain gear that will keep you driest is often the one that strikes the best balance between prevention of water-entry and allowing vapor to escape.
While specs and ratings can be helpful in comparing technical rain gear, equally important are design considerations that optimize it for the intended use. A backpacker may choose a super-light jacket that can be packed into a small stuff-sack, but that jacket won’t be the most durable choice for serious bushwhacking. An insulated waterproof jacket is wonderful for sitting still in cold, wet weather, but may be uncomfortably warm for climbing steep hillsides. The trick is to determine your highest priorities based on end-use: breathability, packability, tear-resistance, etc.

Seal the Seams
To ensure that rain gear is truly waterproof, it needs appropriate sealing throughout. Gear with the best construction is fully seam-sealed, with thin, flexible tape heat-glued to all seams to prevent water leakage. Closures are important also. Well-designed gear will use water-resistant zippers, storm flaps, or a combination of both. Hoods should be designed with effective adjustment systems, to ensure a snug fit when rain and snow are blowing sideways.

Make Good Choices
Today we have more clothing solutions to protect us from the weather than ever before. Just as a well-stocked toolbox will have a variety of wrenches and sockets for specific tasks, waterproof rain gear can excel in certain applications or be general-purpose in nature. Whether purpose-built for fishing, mountaineering, or universal outdoor use, the market is full of technical rain gear. Choose the design that works for your application, and make sure it’s made with quality materials and manufacturing. Quality rain gear is a worthwhile investment, because that half-price jacket that leaves you wet and miserable is really no bargain at all. In fact, it can be downright dangerous.




